.jpg) 原標題:壓鑄水泵殼體的工藝開發 鋁合金因其密度低、強度高、耐腐蝕的特點,在汽車、航空航天、交通等領域得到廣泛應用,水泵殼體作為汽車冷卻系統的核心部件,其幾何結構復雜,殼體壁內帶循環水道,要求有良好的力學性能和氣密性,考慮其工作環境,水泵殼體需要具有耐高溫、高壓性能。鋁合金具有散熱性好、強度高等特點能完全滿足水泵殼體工作環境的要求。水泵殼體由于其結構特殊等原因,同類型產品在鋁合金壓鑄生產中易產生縮松、縮孔缺陷,導致其在一定壓力的工作條件下時,泄漏風險提高,由此給壓鑄工藝設計及其缺陷改善帶來挑戰性。針對此問題,本研究提出相關措施并進行分析,旨在為相關生產提供參考。 圖文結果 零件為水泵殼體,三維結構見圖1。該零件輪廓尺寸為162 mm×141.5 mm×167.5 mm,質量為1.38 kg,鑄件材質為ADC12合金,平均壁厚為3 mm,產品面及分型面要求不能有毛刺、飛邊缺陷,所有外形尺寸需要符合圖紙及裝配需求。產品對泄漏有嚴格的技術要求:油道在0.2 MPa氣壓下無泄漏,水道在0.2 MPa氣壓下無泄漏,所以油道及水道內腔不能出現縮松、氣孔等內部質量缺陷。
圖1 水泵殼體三維示意圖 主流道考慮鋁液填充行程長短影響,盡量保證鋁液從壁厚處流向壁薄處,同時考慮到金屬液補縮通道不會過早堵塞,設計時適當加大了主流道的寬度、厚度。由于主流道填沖流向與銷釘柱孔的填充方向接近垂直,造成銷釘柱成為填充困難的地方,需要對填充困難位置設置澆口,利于完全填充,故增設正對銷釘柱的側澆道。由于主流道和側澆道的料流填充,導致兩者包圍的中間柱臺成為最后填充的位置,考慮到柱臺由于最后填充而容易造成的冷隔及氣孔缺陷對產品質量影響大,故而在兩流道中間再設置一個小支流道,以改善柱臺出現末端填充而影響產品質量的情況。根據以上分析,預設澆排系統設計見圖2。 該零件為中小型零件,結構復雜,采用1模1腔的澆注形式,根據產品分型結果,模具主體結構設計見圖3,除正常動定模分型外,還需要兩個抽芯滑塊以及一根抽芯針,以保證產品整體結構的正常成形。模具抽芯動作需要注意,左抽芯2與斜抽芯1有順序關系:模具開模后要先打出斜抽芯針1后,才能夠打左抽芯2;合模前先打入左抽芯2再打入斜抽芯針1。
圖2 預設澆排系統
圖3 模具主體結構 使用Magma軟件對預設零件澆排系統進行高壓鑄造仿真模擬,并對結果進行分析。鋁液充型過程見圖4。可以看出,鋁液充型過程平穩,多個內澆口金屬液在水道口有料流交匯,各流道層次分明,無明顯對沖、包卷等現象,中間銷釘柱由主流道填充,預設的對沖銷釘柱側澆道模流顯示雖未填充銷釘柱位置,但對水尾的填充有非常明顯的效果,所以側澆道先保留。 圖5為充型鋁液溫度場。可以看出,鋁液溫度為650 ℃,處于ADC12液相線溫度580 ℃以上,整體溫度均勻,在合理范圍之內。 圖6為填充氣壓仿真結果。可以看出,大部分氣體主要分布在渣包位置,產品主要問題點在中間銷釘柱臺位置,存在氣體包卷較嚴重的情況。 圖7為鋁液填充速度仿真結果示意圖。根據生產經驗,在內澆口沖擊不出現粘模情況下,對于有孔隙率要求的鑄件,內澆口速度一般控制在40~70 m/s。從速度分析可以看出,產品主流道內澆口速度為65 m/s,在合理范圍之內。 圖8為產品熱節仿真結果。可以看出,主流道對沖的產品油道位置熱節最大,該位置也是產品壁厚最大、產品凝固最慢的位置,縮孔風險極大,應在相應位置增加冷卻保證鑄件的順序凝固。
圖4 鋁液填充示意圖
圖5 鋁液填充溫度場
圖6 氣壓分布
圖7 填充速度示意圖
圖8 產品熱節示意圖 根據設計的鑄件,產品投影面積為22 490 mm2,澆排投影面積為20 164 mm2,左滑塊的投影面積為10 135 mm2,右滑塊的投影面積為10 462 mm2;取安全系數1.25,壓射比壓為80 MPa,滑塊楔緊角為8°得到漲型力為456 kN,測量模具厚度為815 mm,根據已有機型,選擇8 000 kN壓鑄機來進行生產。 以8 000 kN壓鑄機實際生產進行驗證,理論計算高速位置為420 mm,選擇400、420和440 mm 3種高速切換位置進行實際生產驗證,結果見圖9。以最終確認的參數連續生產200件,并完成后續除毛刺、機加工工序后,得到生產數據見表1(單個缺陷分別統計,存在一個產品多種缺陷的情況)。通過統計發現產品報廢最主要的問題為:氣孔、縮孔和縮松。
圖9 不同高速位置生產殼體的缺陷 表1 加工后產品缺陷及占比
銷釘柱內部氣孔加工易外漏,說明預設方案對銷釘孔氣孔實際改善效果不明顯。針對此問題,現制定以下方案進行改善。 方案1,加強側澆道。由于側澆道正對銷釘柱填充方向,采用加強側澆道,增強對銷釘柱結構的鋁液填充以改善其內部質量,側澆道寬度拉寬至原來的兩倍。更改前后的側澆道見圖10。側澆道加強后高速狀態連續生產10件,送試加工驗證,其中6件有不同程度的銷釘孔氣孔外漏,占比較高,氣孔外漏狀態見圖11。加強側澆道對銷釘孔氣孔改善效果不明顯,主要原因是側澆道路徑較長,鋁液在側澆道鋁液未完全填充銷釘柱時,又被主流道的料流從另一側的連接筋打回來形成包卷造成氣孔。加強側澆道對水尾氣孔有明顯改善,保留更改后的流道繼續驗證其他方案。
圖10 更改側澆道
圖11 加工后銷釘孔氣孔外漏 方案2,增加局部擠壓。在金屬液充型完成之后,經過一定時間冷卻凝固,使金屬液在型腔中處于半固態時,在最后凝固的厚壁處通過擠壓銷施加壓力進行強制補縮,使組織更致密,由此減少或消除該處的縮孔、氣孔缺陷。該銷釘柱對應定模區域有足夠位置可以布置擠壓油缸,該銷釘柱的型芯針改為擠壓針。增加局部擠壓后,銷釘柱氣孔稍有改善,X光探傷結果見圖12。可見同工藝條件下,兩件產品的銷釘柱外側位置仍有分散氣孔,氣孔狀態需要繼續改善。此外,擠壓銷使用過程不穩定,容易造成柱臺粘模,即使增加擠壓針前端斜度及部分產品位置斜度,對柱臺粘模的改善效果不明顯。
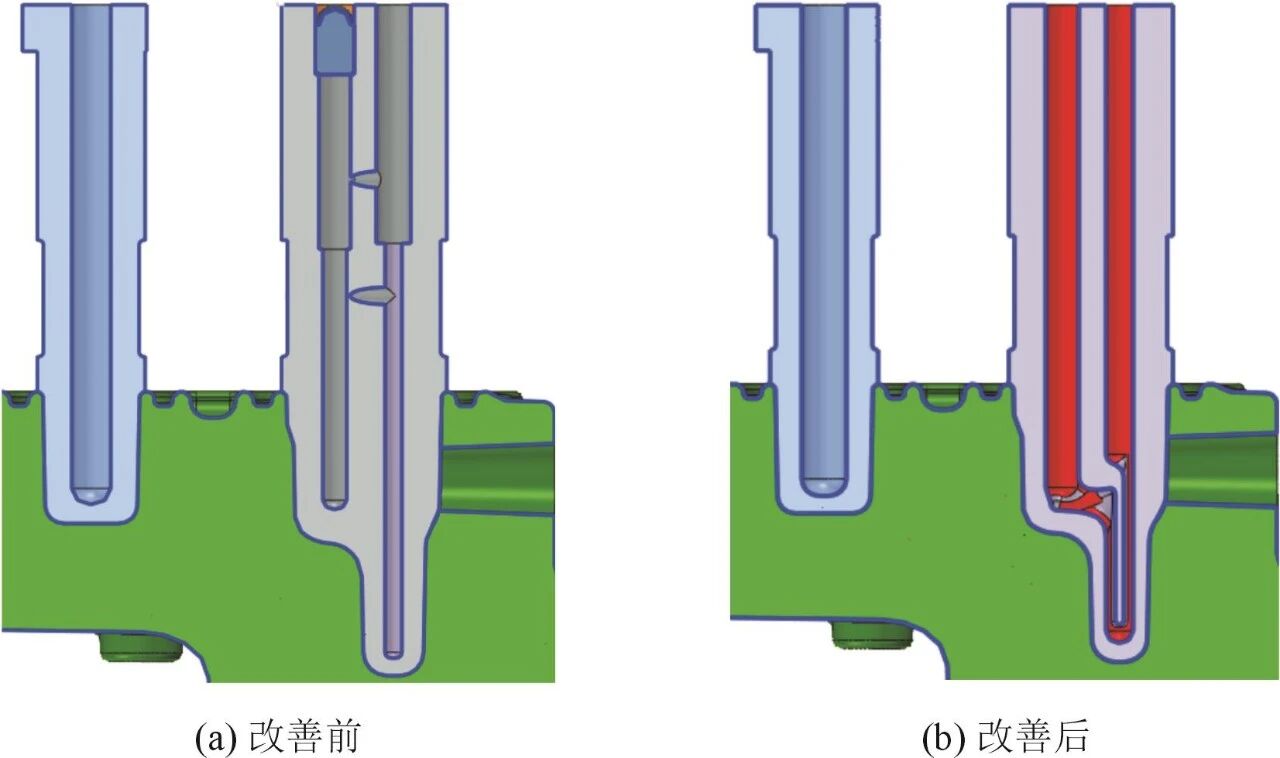
圖12 增加搭橋后X光圖片 方案3,增加過料搭橋。一方面,針對擠壓銷使用過程中容易造成柱臺粘模的問題,粘模都在兩側筋條出現斷裂后導致,說明側邊兩處筋條已經難以承受擠壓銷施加給銷釘柱的力,增加過料搭橋可以均衡擠壓銷的受力;另一方面,在主流道方向增加過料搭橋,鋁液能夠順著主流道方向對中間銷釘柱進行更快地填充,保證銷釘柱內部質量,增加過料搭橋前后見圖13。可以看出,增加過料搭橋后,擠壓效果穩定,通過對銷釘柱進行X光探傷,結果見圖14,結果顯示銷釘柱無氣孔。 通過增加擠壓銷以及增加過料搭橋,兩種方案同時實施,連續生產15件送試加工驗證,銷釘柱孔加工出來全部合格,改善后加工狀態見圖15,銷釘柱氣孔得到完全解決。
圖13 增加過料搭橋
圖14 局部擠壓及增加過料搭橋后X光圖片
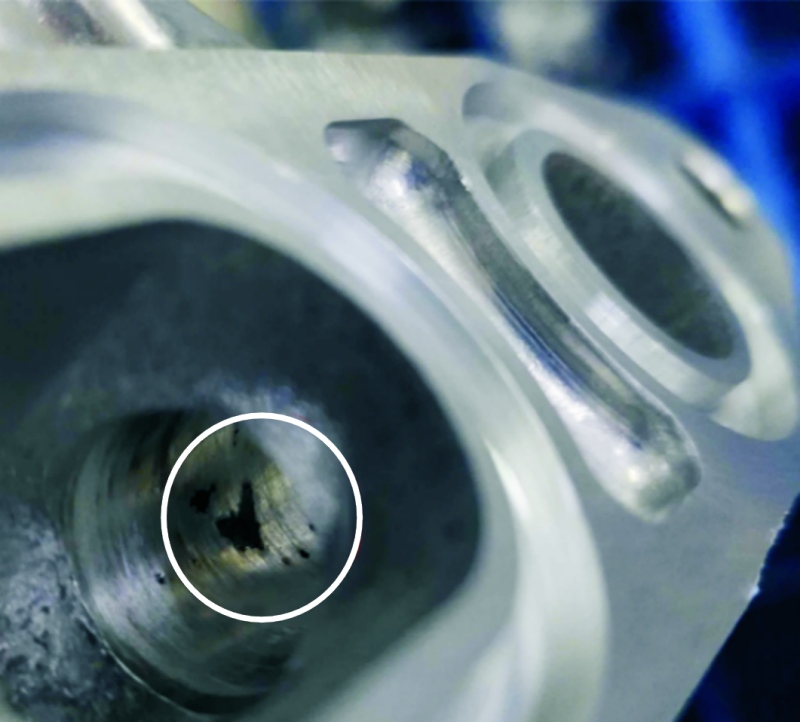
圖15 改善后銷釘孔加工后狀態 數值模擬分析時側澆道主要填充水尾部分,保留了側澆道,但之前開設的側澆道稍窄,對水尾位置填充的作用有限,后續在改善銷釘孔氣孔過程中,加強側澆道雖然對銷釘孔氣孔改善無效果,但是對水尾氣孔改善明顯,說明預留并加強側澆道對水尾氣孔的改善有明顯作用,X光檢測結果見圖16。水尾位置整體氣孔狀態對比圖9c有改善,但是鑄件中間位置還有一處較明顯的氣孔,見圖16b,針對該位置氣孔仍需要改善。 該位置在產品肉厚位置,考慮到該位置由于過熱導致的補縮不足,設計點冷針方案,X光顯示改善效果不明顯;該位置屬于填充末端位置,最終的冷料在該位置難以排出,在對應分型位置增加渣包,見圖17。增加渣包后,X光探傷顯示該位置氣孔得到明顯改善。
圖16 加工后銷釘孔氣孔外漏
圖17 增加渣包改善結果 入料口位置產品油道,由于模具結構限制,產品鑄件無法出針,為產品肉厚位置。該鑄件加工至成品的油道加工,相當于在整體鋁塊中加工出?14 mm×26 mm的孔,加工鋁料多,加工后顯示縮孔非常嚴重。 方案1,使用3D打印隨形冷卻。油道位置改隨形冷卻前后見圖19。圖19a中右側異形鑲件由于位置小無法布置兩個點冷接頭,因此該異形鑲件右邊打一個點冷孔及鑲件中間打兩處通道與左側運水管相接,所打出的3個工藝孔用螺堵封住,接入運水后,異形鑲件右側點冷孔里運水難以流動,同時調整運水時間等措施效果不明顯。右側異形鑲件由原點冷及開設的串通點冷孔改為隨形冷卻,接入運水后冷卻水在鑲件內部流動,更容易帶走熱量,冷卻效果提高,見圖19b。 鑲件改隨形冷卻后,生產驗證15件,對產品油道加工,改隨形冷卻后油道加工狀態見圖20。對比圖18,縮孔明顯減小,但是仍然存在,說明3D打印隨形冷卻鑲件減少了產品因凝固導致的縮松,需要繼續改善。
圖18 油道位置縮孔
圖19 油道位置隨形冷卻
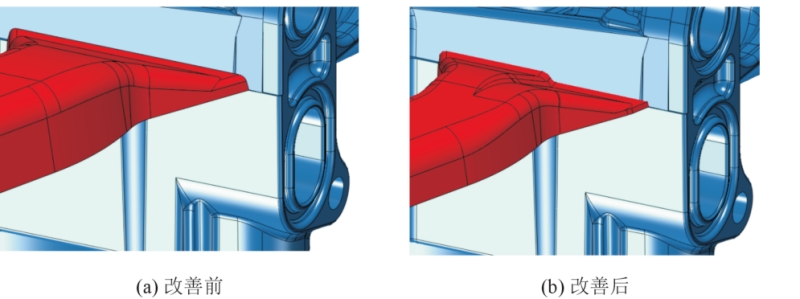
圖20 油道縮孔減少后狀態 方案2,減薄油道對沖位置的內澆口。為了讓油道位置能夠更快冷卻,需要減少對油道位置持續供給熱量的通道,采用減薄油道對沖位置的內澆口方案,內澆口主要減薄對沖油道位置的厚度,占主流道整體內澆口的一半,減薄內澆口前后示意圖見圖21。通過內澆口改薄,同時使用3D打印鑲件隨形冷卻,高速連續生產50件,全部加工驗證,油道縮孔得到較好改善,改善后加工狀態見圖22。
圖21 減薄內澆口示意圖
圖22 改善后加工圖 結論
數值模擬能為鋁合金壓鑄件的質量控制及缺陷改善提供良好的參考依據,縮短了開發時間;合理的速度切換點選擇是保證鑄件良好內部質量和表面成形的重要依據。調整工藝參數不能影響產品質量時,要從鑄件結構、澆注系統、排氣系統多方面考慮缺陷原因。 本文轉載自《特種鑄造及有色合金》 |
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.png)
.jpg)
.jpg)
.png)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)


(1).jpg)
.jpg)
.jpg)
.jpg)