.jpg) 原標題:電機殼后端蓋的壓鑄工藝開發(fā) 電機殼后端蓋作為新能源汽車電力驅(qū)動系統(tǒng)中的重要組成零件,其主要作用是支撐電機轉(zhuǎn)子和固定電機定子,同時防止灰塵、水汽等外部物質(zhì)進入電機內(nèi)部,因此對產(chǎn)品的結(jié)構(gòu)強度以及氣密性質(zhì)量都有一定的要求。同時產(chǎn)品軸承孔位置采用局部嵌件后成形,模具需要考慮嵌件的定位與壓緊,增加了模具的制作與生產(chǎn)工藝的調(diào)試難度,因此保證模具能夠穩(wěn)定生產(chǎn),模具的前期設(shè)計和后期的工藝改善十分重要。 對鋁合金電機殼后端蓋的壓鑄工藝進行開發(fā),前期根據(jù)產(chǎn)品結(jié)構(gòu)合理布置澆道,采用數(shù)值模擬軟件對澆注系統(tǒng)進行填充及凝固分析,實際生產(chǎn)過程中發(fā)現(xiàn)鑄件氣孔不易消除。根據(jù)產(chǎn)品結(jié)構(gòu),對不同區(qū)域采取不同的解決措施。針對產(chǎn)品末端無法布置渣包的薄壁位氣孔,采用鑲件排氣及增加壁厚以改善鋁液流動性;針對澆排末端厚壁位密集型氣孔,通過加強冷卻,加快局部凝固及產(chǎn)品表面致密層厚度來改善;針對入料口厚壁氣孔,分析澆排,并局部加強進料等。試生產(chǎn)結(jié)果表明,采用優(yōu)化方案完成產(chǎn)品的整體氣孔改善,降低了廢品率。 圖文結(jié)果 新能源汽車電機殼端蓋零件見圖1。該零件輪廓尺寸為397.98 mm×91.48 mm×286.46 mm,壓鑄件質(zhì)量為5.71 kg,平均壁厚為8.06 mm,投影面積為74 759 mm2,鑄件材質(zhì)為ADC12鋁合金。該鑄件整體壁厚偏厚,其中最大壁厚為33 mm,最小壁厚為4 mm,壁厚不均。產(chǎn)品軸承室位置局部嵌件,軸承室嵌件材質(zhì)為45號鋼,調(diào)制處理,硬度(HRC)為24~30;要求所有的外形尺寸符合圖紙裝配要求,產(chǎn)品的電機配合面、接線盒蓋板安裝面有密封要求,軸承孔與半軸孔安裝電機轉(zhuǎn)子,加工后外露氣孔有一定要求。另外,各圓角位置不能有明顯的燒傷、扣傷,產(chǎn)品不得有毛刺、飛邊,產(chǎn)品要求氣密性檢驗,具體氣密性要求為:試漏壓力為22 kPa,允許泄漏量<5 mL/min。
圖1 電機殼后端蓋產(chǎn)品示意圖 根據(jù)產(chǎn)品的結(jié)構(gòu)分析,選擇合適的動定模分型。另外,產(chǎn)品側(cè)面分兩個方向出模,即模具需要設(shè)計2個抽芯滑塊進行分模,產(chǎn)品動定模分型及滑塊分型,從而保證產(chǎn)品的正常出模生產(chǎn)。圖2為電機殼后端蓋分形設(shè)計。圖3為電機殼后端蓋壁厚分析。根據(jù)產(chǎn)品壁厚,以產(chǎn)品定模側(cè)進行分析,左側(cè)局部小面積壁厚較厚,右半邊整體壁厚較厚(見圖3a),以產(chǎn)品動模側(cè)分析,動模整體為筋條結(jié)構(gòu),厚壁筋條主要體現(xiàn)在左邊(見圖3b),因此,產(chǎn)品兩側(cè)壁厚極不均勻。為保證壁厚位置有足夠的鋁料填充,需要加強壁厚位置的澆口布局。
圖2 電機殼后端蓋分型設(shè)計
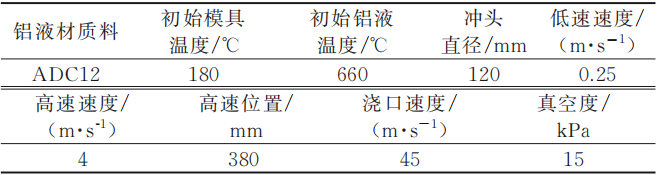
圖3 電機殼后端蓋壁厚分析 澆排的設(shè)計重點在于進澆口的選擇,一般需要根據(jù)鑄件的形狀、結(jié)構(gòu)、精度要求確定澆口的位置和形式。根據(jù)對該產(chǎn)品結(jié)構(gòu)分析,產(chǎn)品可在滑塊1側(cè)及其對側(cè)進澆,但根據(jù)產(chǎn)品的關(guān)鍵位置,除產(chǎn)品的電機配合面涉及整個產(chǎn)品外圍不受影響,軸承孔與半軸孔在遠離滑塊1側(cè),接線盒蓋板安裝面在動模側(cè)滑塊背面受滑塊1擋料影響,因此選擇將澆口布置在滑塊1的對立側(cè),保證進澆位置離軸承孔與半軸孔近,接線盒蓋板安裝面不受滑塊1擋料影響。內(nèi)澆口布局,滑塊1對立側(cè)的加工端面布置4個內(nèi)澆口,兩側(cè)的非加工位置再各布局1個內(nèi)澆口加強兩側(cè)的充型,同時產(chǎn)品靠外側(cè)的圓孔中間設(shè)置搭橋過料,最終澆排系統(tǒng)設(shè)計方案見圖4。 采用Magma模擬分析,模流分析初始條件設(shè)置見表1,并采用p-Q圖校核相關(guān)工藝的合理性,相關(guān)工藝設(shè)置合理見圖5。
圖4 電機殼后端蓋澆排系統(tǒng) 表1 模流模擬設(shè)置參數(shù)
圖5 模流設(shè)置參數(shù)p-Q²圖 采用Magma模擬分析產(chǎn)品整鑄件充型過程,見圖6。可以看出,當鋁液充型2.604 s時,靠近主澆道的2條內(nèi)澆口金屬液率先填充進入型腔(見圖6a);當充型 2.625 s時,所有內(nèi)澆口開始填充型腔(見圖6b);當充型2.658 s時,鑄件整體充型完畢(見圖6c)。整個填充過程,經(jīng)過內(nèi)澆口的金屬液充型時間為44 ms,且產(chǎn)品厚壁位置的金屬液率先填充,無填充不足現(xiàn)象,澆排系統(tǒng)滿足產(chǎn)品充型要求。 鑄件整體氣壓分布情況見圖7。氣壓值顯示較高的區(qū)域在澆注系統(tǒng)的渣包以及溢流槽中以及產(chǎn)品部分壁厚大的筋條位置,表明這些位置出現(xiàn)氣孔的可能性較大。產(chǎn)品的凝固過程見圖8。可以看出,產(chǎn)品填充完成后3 s極少數(shù)邊緣凝固(見圖8a);產(chǎn)品填充完成后12 s絕大多數(shù)已凝固(見圖8b);凝固慢的位置為產(chǎn)品厚壁處。 在鑄件壁厚區(qū)域設(shè)置冷卻水,確保厚壁區(qū)域冷卻效果,避免此區(qū)域出現(xiàn)縮松及縮孔。產(chǎn)品周邊采用布置直冷運水,其他位置設(shè)計點冷冷卻,同時在?5 mm以上芯針采用點冷針,最終冷卻系統(tǒng)見圖9。
圖6 鑄件填充過程
圖7 電機殼后端蓋殼體型腔氣壓模擬
圖8 產(chǎn)品凝固過程
圖9 模具冷卻系統(tǒng) 根據(jù)模具的設(shè)計匹配,使用16 000 kN意德拉壓鑄機進行生產(chǎn),沖頭直徑選擇120 mm,壓射有效行程為620 mm,通過內(nèi)澆口的鋁液質(zhì)量為6.15 kg,理論高速位置設(shè)置為380 mm,壓射沖頭高度速度為4 m/s,增壓位置設(shè)置為560 mm,以此作為調(diào)試生產(chǎn)的基礎(chǔ)參數(shù)。機臺周邊配備全自動生產(chǎn)設(shè)備,能有效保證生產(chǎn)過程的穩(wěn)定性。在實際生產(chǎn)調(diào)試時,適當調(diào)整高速位置驗證產(chǎn)品質(zhì)量,最終采用高速位置為420 mm、高速速度為4.2 m/s、增壓位置為560 mm時,產(chǎn)品質(zhì)量理想,但通過X射線探傷檢測,發(fā)現(xiàn)局部仍存在氣孔不穩(wěn)定的情況。產(chǎn)品的氣孔狀況見圖10。 產(chǎn)品內(nèi)部氣縮孔標準:位置1在澆注的最尾端壁厚小于9.5 mm;位置2~4局部壁厚超過9.5 mm,局部按照鋁合金壁厚與氣孔等級為2級標準;加工后外觀標準:位置1和4,小于?0.25 mm的非連接氣孔無數(shù)量限制,小于?2 mm×2 mm深的非連接孔,每100 mm長度最多2個;位置2和3,小于?0.25 mm的非連接氣孔無數(shù)量限制,小于?1 mm×1 mm深的非連接氣孔,每100 mm長度最多2個。可以看出,加工后外觀標準比內(nèi)部標準更加嚴格,按照此狀態(tài)生產(chǎn)并進行CNC加工檢驗,發(fā)現(xiàn)X光檢測有氣孔的位置均有部分產(chǎn)品氣孔加工外露(見圖11),因此針對產(chǎn)品氣孔需要進一步改善。
圖10 電機殼后端蓋X光檢測結(jié)果
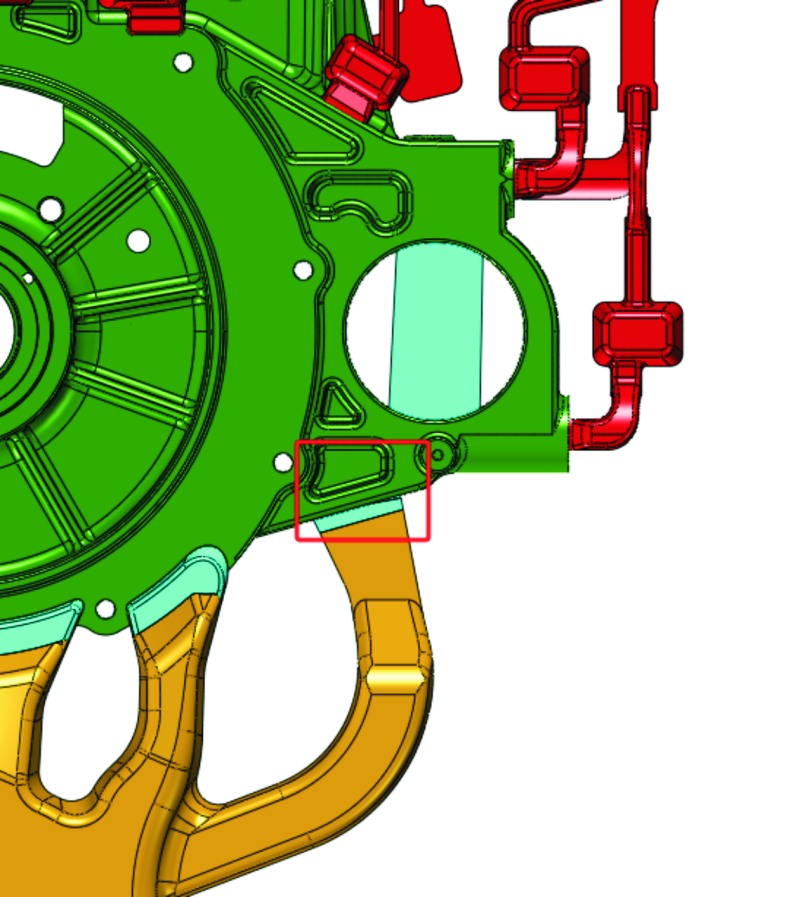
圖11 產(chǎn)品加工氣孔外露結(jié)果 方形孔局部結(jié)構(gòu)見圖12。方框孔在澆排的水尾位置,處于產(chǎn)品的中間,局部方框壁厚為2.8 mm,因周邊無法在方框孔周邊布置渣包,局部的氣體難以排出,同時產(chǎn)品的壁厚相對產(chǎn)品整體偏薄,所以鋁料的局部流動性相對較差,易有冷料堆積。 針對產(chǎn)品的排氣與減少冷料的堆積,分析可知,采用渣包排氣、排渣是最有效的方式。受產(chǎn)品結(jié)構(gòu)限制,無法直接增加渣包,所以采用多方式綜合解決。圖13為方框孔側(cè)壁氣孔改善措施。措施1是將沿氣孔加工外露的側(cè)壁進行割鑲件處理(見圖13a),利用模具鑲塊的配合分型面進行排氣;措施2是產(chǎn)品局部壁厚加厚至3.8 mm(見圖13b),通過局部加厚加強鋁液填充的流動性,從而改善冷料局部堆積。綜合措施實施后,發(fā)現(xiàn)局部氣孔改善良好,滿足產(chǎn)品品質(zhì)要求。
圖12 方形孔局部結(jié)構(gòu)
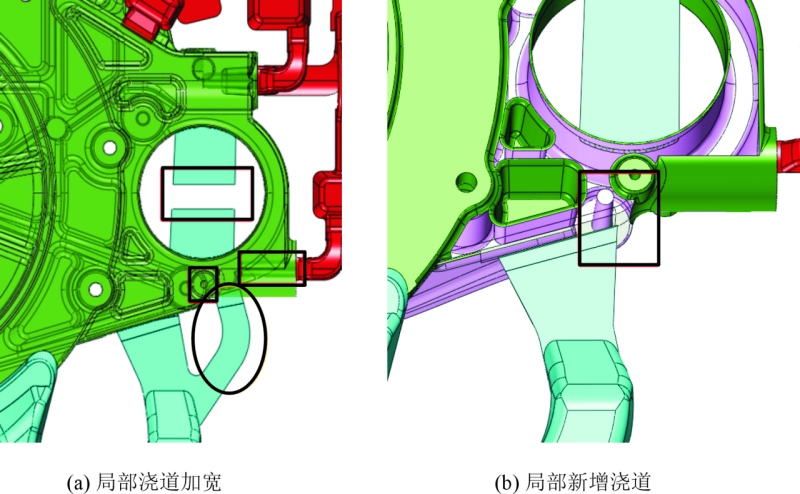
圖13 方形孔側(cè)壁氣孔改善措施 加工位置2和3氣孔,在產(chǎn)品的同一面上,見圖14,在產(chǎn)品澆排系統(tǒng)的水尾側(cè),同時也是壁厚相對較厚的位置。針對產(chǎn)品的厚壁位置,一般局部凝固較慢,當周邊的壁薄位置凝固,就斷開了局部的補縮通道,內(nèi)部容易產(chǎn)生縮松。另外根據(jù)生產(chǎn)顯示內(nèi)部氣孔品質(zhì)符合標準要求,只是加工導致的氣孔外露不符合標準,因此,改善方向主要朝避免外露的方向解決。 針對產(chǎn)品加工面外露且在水尾問題,網(wǎng)紋對浮面的氣孔能夠起到排氣及冷料的效果,改善方法1是在局部端面增加網(wǎng)紋,但改善效果并不明顯,因此需要針對厚壁位置的縮松,采用局部增加擠壓,在產(chǎn)品未完全凝固時,采用擠壓銷針進行補縮。這種方式理論可行,但產(chǎn)品密集型氣孔相對較分散,單個擠壓銷無法覆蓋全局,多個擠壓銷針又不太現(xiàn)實,因此方案不可行;考慮采用降低局部模溫,改善方法2是在外露的端面增加點冷,加強局部冷卻凝固,減輕局部的縮松,同時,降低模具表面溫度,使產(chǎn)品表面擁有更厚的致密層,從而減少加工外露的風險。圖15為電機配合面氣孔改善措施。 加工位置4的氣孔,檢查產(chǎn)品加工余量為0.6~0.8 mm,符合產(chǎn)品的正常加工余量,同時周邊壁厚約為12 mm,氣孔在澆排的入料口位置,不存在末端冷料無法排除問題,孔內(nèi)也布置了運水結(jié)構(gòu),改善其厚壁位置的冷卻導致的縮松。根據(jù)對產(chǎn)品澆排的進一步分析,該位置雖有一條澆道,但其正對產(chǎn)品減料位,見圖16,阻礙了鋁液對局部的填充,因此局部位置氣孔可能是鋁液填充不足引起。 針對鋁液填充不足,同時減小動模具及改動澆注系統(tǒng),選擇加強半軸孔位置的進料。方法1為對局部澆道內(nèi)澆口進行加寬,寬度超過對應(yīng)的減料槽,結(jié)果導致產(chǎn)品直沖定模芯針,芯針沖擊受熱后周邊縮孔出現(xiàn),同時芯針斷針頻繁,模具故障率升高;方法2為直接避開定模芯針與動模抽芯針,在其之間增加一股澆道,同時斷開過料防止鋁液直接沿過料搭橋產(chǎn)生回流包卷,改進措施見圖17。將澆口及搭橋按照方法2改善后,半軸孔的氣孔改善顯著。
圖14 區(qū)域位置及壁厚位置
圖15 電機配合面氣孔改善措施
圖16 半軸孔局部進澆
圖17 內(nèi)部包卷及澆口改變 結(jié)論 通過對鋁合金電機殼后端蓋的壓鑄工藝開發(fā),根據(jù)產(chǎn)品分型結(jié)構(gòu)以及進澆原則,選擇可行的進澆方案,用數(shù)值模擬分析產(chǎn)品的進澆方案和產(chǎn)品澆排系統(tǒng)合理性,同時在模具上做相關(guān)措施,縮短項目開發(fā)周期。根據(jù)實際生產(chǎn)的過程出現(xiàn)的問題與模擬狀態(tài)進行對比,從而進一步優(yōu)化產(chǎn)品的澆注系統(tǒng),改善成形工藝條件,提高鑄件品質(zhì)。 《電機殼后端蓋的壓鑄工藝開發(fā)》
廖建強 管維健 肖厚濤 本文轉(zhuǎn)載自《特種鑄造及有色合金》 |
.jpg)
.jpg)
.jpg)
.jpg)
.png)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
