.jpg) 原標題:一體化壓鑄熱模件數量優化 前言 一體化壓鑄技術吸引了眾多主機廠、壓鑄廠、設備商、模具廠、高校科研院所以及資本市場的廣泛關注與重視,整個行業都在大力開發應用一體化壓鑄件,但隨著汽車行業日趨嚴峻的降本壓力,一體化壓鑄零部件也從藍海跨入了紅海,企業之間競爭越來越大,已經到了拼刺刀的階段,對供應商的成本控制提出了更高的要求。我司(多利科技--本刊注)目前產品主要是為新能源車企提供一體化壓鑄后地板,同時由于壓鑄生產工藝不可避免的產生熱模件報廢,停機維修、更換模具以及單班生產等因素導致熱模件報廢的數量不斷增多。質量部首要的關鍵績效指標就是報廢率,如果可以優化熱模件的數量,可以從一定程度上減少報廢數量,降低報廢的成本,為公司提質增效。本報告結合我司實際生產情況,在保證零件性能和質量的基礎上降低熱模件數量,減少報廢與浪費,達到精益生產的目標。 01 生產過程中熱模件報廢品數量的統計 2024年1月至6月,某W品牌半邊后地板產品累計生產零件21146件,報廢件數量873件,其中熱模件報廢共499件,平均占比57.2%。
根據前期項目階段試模的結果以及模具狀態評估的經驗,熱模件數量定義原則是停機超過1小時需要生產10件熱模慢壓件。 慢壓定義的理論依據: 1.在壓鑄生產前,需要預先將模具加熱到一個合適的溫度,一般為澆注溫度的1/3,與壓鑄材料有關,一般為100-300℃。 2.模溫機定義熱模溫度為200℃,水溫機定義熱模溫度為130℃。 3.根據熱模期間模具溫度上升的情況,詳見下圖熱模溫度曲線,慢壓10模后各個區域的模溫可以達到工藝參數要求值范圍。
慢壓件的目的是對模具進行充分預熱,減少模具開裂并延長模具壽命。我司目前該零件客戶訂單需求較少,未完全達到實際產能要求,導致出現單班生產和多次換模(左右件)的情況,產生大量的熱模慢壓件需要報廢,報廢成本居高不下,熱模件數量的優化作為潛在的降本措施需要進行評估可行性。 02 減少長時間停機熱模慢壓件可行性評估 經過與工藝、模具、設備等部門溝通,分析了目前零件質量的狀態: 1.目前該產品使用布勒6100T大壓鑄機進行壓射,具備設備穩定性好,動態響應好等特點; 2.前期生產的零件未出現批量不良,機械性能以及尺寸數據都比較穩定; 3.模具壽命目前達到3W模,經過定期的維護保養,模具性能還不錯。 基于以上的分析,制定熱模件優化方案,初步計劃從10件慢壓件改為6件慢壓件,并需要從以下幾個方面進行驗證與跟蹤: ①模具溫度的對比,停機10分鐘、20分鐘、30分鐘、60分鐘后模溫變化很大,為了使不合格的產品不會流到客戶端,需要在停機一定時間后做一定數量的熱模件。同時動模側和定模側溫度的變化,慢壓件數量的減少,直接影響到模具表面溫度的狀況,該零件采用一體化大壓鑄壓鑄島集成概念,使用20臺水溫機和10臺油溫機對模具內部溫度進行實時控制,經評估可以適當提升模溫機(200℃→220℃)和水溫機(130℃→150℃)的溫度,為優化為6次慢壓件奠定基礎。
②毛坯內部氣孔質量,該零件客戶要求100%進行X-Ray檢測,由檢測設備內置軟件自動判斷氣孔大小及是否合格,需要重點對驗證件進行跟蹤確認。
③機械性能,由于該產品使用CSMET C611鋁錠,屬于免熱處理材料,項目認可階段根據零件不同的區域定義不同的延伸率要求,而抗拉強度和屈服強度按照客戶定義的標準執行。
④SPR模擬實驗,SPR是客戶現場采取的零件連接工藝之一,SPR后零件的狀態可以間接反映出零件機械性能的表現。
⑤客戶要求的其它實驗,如自穿刺壓鉚螺母的檢測扭矩、推出力等,進一步驗證慢壓件優化后高壓件的零件性能表現。 總結如下:
03 要因分析后進行試驗 根據實驗方案,7月份開始進行試驗,將模溫機和水溫機的設定溫度各提升20℃,同時熱模慢壓件預調整為6件,并安排相關人員對模溫以及第7和第8模零件進行兩輪次試驗。 ①模具溫度: 工藝要求:詳細的模具溫度定義不方便詳細闡述,正常一圈模框采用模溫機油冷卻,溫度設定180-220度;模仁鑲塊采用水溫機冷卻,溫度設定130-150度;灌口和分流錐使用長通的冷卻水,溫度設定20-25度;流道用水溫機,溫度設定100-120度。
高壓件定模側溫度趨勢
以上都是取的噴涂后的模溫: 慢壓6模后的模溫和100模后的模溫對比差異約18.5度 高壓件動模側溫度趨勢
以上都是取的噴涂后的模溫: 慢壓6模后的模溫和100模后的模溫對比差異約12.5度 從慢壓6模后與100模后模溫對比可以看出,溫度差異比較小, ②X光氣孔檢測
針對關鍵位置的的內部氣孔檢測,如輪罩區、中間橫梁區、門檻梁區等位置氣孔質量合格,未發現異常。 ③機械性能
拉伸試驗顯示抗拉強度、屈服強度、延伸率都達到了客戶要求的數值。 ④SPR試驗
連續兩個班次的試驗件SPR結果正常,未出現異常開裂等問題 ⑤性能試驗
壓鉚螺母擰緊扭矩、剝離扭矩、破壞扭矩以及推出力都滿足標準要求。 綜合以上實驗結果:
以上實驗證明,熱模慢壓件可以從10件優化至6件,并在壓鑄機程序里進行了設定:
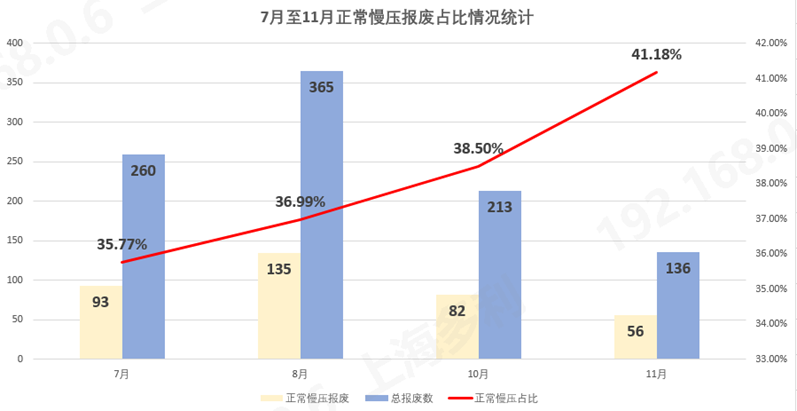
從優化的理論和實踐的結果可以看出,該優化是具備可行性的。 后續我們跟客戶進行了溝通,將實驗報告以及結論進行了匯報,得到了客戶的同意。 04 熱模慢壓件優化后報廢情況 從7月份至11月,生產零件數量29233件,報廢件數量共974件,其中熱模件報廢共366件,占比37.6%,較上半年減少20個百分點。
05 總結語 熱模慢壓件數量優化后,報廢數量和報廢率明顯降低,為公司降本增效提供了有力的支持。通過這次熱模件優化的改善措施,質量團隊帶領公司其它部門對壓鑄生產進行了梳理和重要性能的檢驗,提升了團隊的質量意識,個人能力也得到提升。后續為進一步降低報廢率,不但可以從慢壓件數量的優化,而且可以從其它報廢原因入手,開展進一步降本活動,帶動整個公司降本增效的行動。 作者 多利科技 壓鑄事業部 申正浩 陸海萍 |
.png)
.png)
.jpg)
.jpg)
.png)
.png)
.png)
.png)
.png)
.png)
.png)
.png)
.jpg)


.png)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)