.jpg) 原標(biāo)題:廣東鴻圖:一體化前艙壓鑄項(xiàng)目開發(fā)及應(yīng)用案例介紹 一體化壓鑄是合并了原傳統(tǒng)汽車制造的沖壓和焊接流程,使用大合模力壓鑄設(shè)備將多個(gè)鋁合金零部件高度集成,一次壓鑄成形單個(gè)或少數(shù)幾個(gè)大型鋁合金壓鑄件。該技術(shù)具有多個(gè)優(yōu)勢:①降低生產(chǎn)成本,從而降低整車的價(jià)格;②采用單一的鋁合金材料可以有效的汽車輕量化,提高汽車的續(xù)航能力;③一體化壓鑄車身可以大量減少焊點(diǎn)數(shù)量,提升整車的扭轉(zhuǎn)剛度,提高汽車的安全性。隨著在汽車、航空航天和電子類等領(lǐng)域的發(fā)展,市場對一體化壓鑄的需求不斷增大,同時(shí)在技術(shù)上的不斷創(chuàng)新和環(huán)保要求不斷提高等因素,一體化壓鑄將在更多的領(lǐng)域應(yīng)用,擁有較好的發(fā)展前景。有優(yōu)勢的同時(shí)必然存在制造的難度,產(chǎn)品尺寸超越了過往所有傳統(tǒng)汽車零部件的尺寸,一體化壓鑄對壓鑄技術(shù)、設(shè)備精度和質(zhì)量管控有著更高的要求。 圖文結(jié)果 開發(fā)的汽車一體化前艙零件應(yīng)用于某型汽車車架前艙總成,見圖1。該零件(圖2)輪廓尺寸為1 600 mm×940 mm×700 mm,壓鑄件質(zhì)量為53 kg,平均壁厚為4.6 mm,鑄件材質(zhì)采用AlSi7系免熱處理合金;產(chǎn)品本體取樣性能要求:抗拉強(qiáng)度≥215 MPa,屈服強(qiáng)度≥115 MPa,伸長率≥9%,折彎角≥20°;產(chǎn)品內(nèi)部質(zhì)量要求見表1,連接面加工后在25 mm×25 mm區(qū)域內(nèi)氣泡直徑≤1 mm,且該區(qū)域內(nèi)所有氣泡的直徑之和<6 mm,高度≤0.5 mm。螺紋孔缺陷標(biāo)準(zhǔn)見表2,其他區(qū)域符合ASTM冷隔等級Ⅱ級;產(chǎn)品全尺寸要求合格率≥97%,產(chǎn)品非加工安裝面面輪廓度要求精度最高為1.6 mm,最低為3.0 mm,對壓鑄變形控制要求較高。
圖1 某型汽車車架展示圖
圖2 一體化前艙壓鑄零件 表1 產(chǎn)品內(nèi)部質(zhì)量要求
表2 產(chǎn)品螺紋孔空穴缺陷標(biāo)準(zhǔn)
壓鑄難點(diǎn)和風(fēng)險(xiǎn)點(diǎn):一體化壓鑄前艙作為車體前部的結(jié)構(gòu)件需要兼顧碰撞、疲勞、連接性能的要求,要求其在鑄態(tài)下能達(dá)到較高的強(qiáng)度和韌性;同時(shí)需要滿足多種連接方式的要求,不同部位有不同的連接方式,如焊接、SPR、膠接等;一體化壓鑄零件整體尺寸大、填充流程長、凝固差異大,需要壓鑄時(shí)能保證較好的充型以及熱平衡能力;一體化前艙壓鑄零件采用免熱處理合金,可以避免熱處理變形,但需要對材料成分進(jìn)行過程管控,包括來料檢查、爐內(nèi)檢查和產(chǎn)品本體檢查等。 一體化前艙零件材料選用AlSi7系免熱處理材料,包含澆道和排氣道質(zhì)量約為65.5 kg,投影面積為15 978 cm2,平均壁厚為4.6 mm;通過產(chǎn)品的模具充滿度45%、壓室投影面積、鋁液密度、產(chǎn)品質(zhì)量和壁厚等計(jì)算出壓射工藝參數(shù)(見表3和表4)和壓射速度曲線(見圖3)。 表3 壓射工藝參數(shù)表
表4 工藝參數(shù)表
圖3 壓射曲線 根據(jù)產(chǎn)品結(jié)構(gòu)設(shè)計(jì)初步的澆注系統(tǒng)方案,見圖4。根據(jù)以往經(jīng)驗(yàn),內(nèi)澆口速度在40~70 m/s區(qū)間比較合理。模流的填充速度分析結(jié)果見圖5。可以看出,內(nèi)澆口取點(diǎn)分析填充速度范圍為45~85 m/s,平均速度約為67.4 m/s,澆注系統(tǒng)設(shè)計(jì)合理。整體填充溫度需要高于液相線溫度620 ℃,根據(jù)模流的填充溫度分析(見圖6),型腔填充100%后,鑄件兩側(cè)及中間局部位置溫度相對比較低,該區(qū)域有冷隔風(fēng)險(xiǎn)存在。
圖4 初步澆注方案
圖5 填充速度分析
圖6 填充溫度分析 模流的材料追蹤分析見圖7。結(jié)果顯示,鑄件整體填充符合預(yù)期效果,減震塔和鉚接區(qū)域沒有多股鋁料匯聚交叉,澆注系統(tǒng)設(shè)定合理。通過觀察模流分析結(jié)果趨勢判斷,最后凝固位置為縮孔風(fēng)險(xiǎn)相對較高位置,模流的凝固分析(見圖8)。可以看出,鑄件最晚凝固區(qū)域均在產(chǎn)品厚壁區(qū)域。通過觀察模流分析結(jié)果氣體的流動(dòng)情況,對存在裹氣位置優(yōu)化排氣系統(tǒng)方案,加強(qiáng)排氣可改善裹氣,見圖9。結(jié)果顯示,當(dāng)填充到91%時(shí),圓圈位置出現(xiàn)裹氣,需要加強(qiáng)排氣設(shè)計(jì)。
圖7 材料追蹤分析
圖8 凝固分析
圖9 氣壓分析 模流的熱節(jié)分析見圖10。可以看出,鑄件壁厚較厚區(qū)域是主要熱節(jié)區(qū)域,分布在柱臺(tái)附近位置熱節(jié)較高。模流的縮孔分析見圖11。可以看出,使用Magma軟件進(jìn)行計(jì)算過濾15%后,顯示紅圈區(qū)域縮孔風(fēng)險(xiǎn)比較大(基于原圖為彩色表述,下同)。模流的粘模分析見圖12。可以看出,根據(jù)從材料年齡Fraction_Liquid分析,著色位置為產(chǎn)品最晚冷卻區(qū)域,紅圈處鋁液凝固時(shí)粘附在模具上時(shí)間最長,粘模燒傷風(fēng)險(xiǎn)較高。
圖10 熱節(jié)分析
圖11 縮孔分析
圖12 粘模風(fēng)險(xiǎn)位置分析 根據(jù)仿真分析結(jié)果輸出優(yōu)化對策:①冷隔風(fēng)險(xiǎn)區(qū)域增加澆道對沖該位置,提高該區(qū)域的填充溫度;②對縮孔風(fēng)險(xiǎn)位置模具留出預(yù)鑄針孔并增加高壓冷卻,降低縮孔風(fēng)險(xiǎn);③針對局部裹氣位置,優(yōu)化排氣系統(tǒng),加強(qiáng)排氣效果;④熱節(jié)風(fēng)險(xiǎn)位置模具留出預(yù)鑄針孔并增加高壓冷卻;⑤粘模高風(fēng)險(xiǎn)位置對模具型芯針進(jìn)行氮化處理和模具表面披覆處理。修改后的模具設(shè)計(jì)方案見圖13。根據(jù)仿真分析結(jié)果和模具方案,壓鑄機(jī)最大鎖模力為70 000 kN,壓射力為1 078 kN,系統(tǒng)壓力為17.5 MPa,匹配設(shè)備P-Q曲線(見圖14),確定設(shè)備選型方案。
圖13 模具方案圖
圖14 設(shè)備匹配曲線 通過壓鑄試驗(yàn),產(chǎn)品內(nèi)部整體質(zhì)量符合要求,X光探傷結(jié)果見圖15。通過驗(yàn)證本體取樣試片(取樣位置見圖16)測量力學(xué)性能(見圖17),結(jié)果可以滿足要求。藍(lán)光掃描結(jié)果(見圖18)顯示,產(chǎn)品整體變形量控制在1.5 mm以內(nèi),滿足要求。
圖15 X光探傷結(jié)果
圖16 一體化前艙本體性能取樣位置
圖17 力學(xué)性能結(jié)果
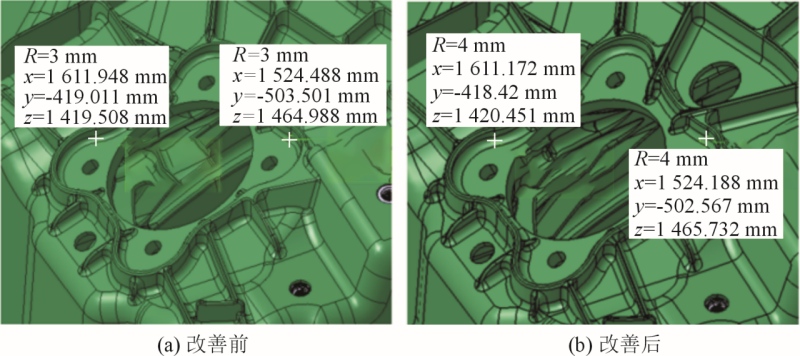
圖18 藍(lán)光掃描結(jié)果 從產(chǎn)品的結(jié)構(gòu)看,產(chǎn)品壁厚和筋條壁厚不均勻且差異較大,壁厚局部過厚變化劇烈,根部R角過小,使局部填充率低,導(dǎo)致溫度降低后再填充造成冷隔(見圖19和圖20)。修改筋條結(jié)構(gòu),定模模芯減厚優(yōu)化壁厚,加大根部R角(見圖21)。采取上述措施后,金屬液填充情況明顯改善,基本解決了冷隔和R角裂紋問題。
圖19 加強(qiáng)筋冷隔
圖20 R角裂紋
圖21 改善結(jié)構(gòu) 圖22為進(jìn)澆口位置拉傷。該位置起模斜度小,進(jìn)料量較大,模具局部溫度高,澆口位置填充速度較快。該位置需要螺柱焊接,產(chǎn)品的表面粗糙度不能過大,所以不能通過模具表面粗糙處理改善,需要模具開鑲件加大該面的起模斜度,調(diào)整噴涂,將模具溫度從80℃降到50℃,同時(shí)降低高速速度。按照上述措施,有效改善了拉傷問題。 模具滑塊打開時(shí)渣包排氣道斷裂,鑄件拉變形(見圖23)。通過加大渣包起模斜度(見圖24),改善渣包排氣道的脫模效果;沖澆口模具增加矯形功能,改善了排氣道的脫模效果,解決了拉變形問題,同時(shí)導(dǎo)入了沖模壓矯功能,提升了產(chǎn)品矯形的效率并保證了產(chǎn)品兩側(cè)輪罩變形量和開襠距離。
圖22 進(jìn)澆口位置拉傷
圖23 輪罩連接面變形
圖24 加大排氣道斜度 結(jié)論 (1)使用仿真分析軟件,對一體化前艙壓鑄模具的澆注系統(tǒng)方案進(jìn)行優(yōu)化,對冷隔、縮孔、裹氣、熱節(jié)和粘模高風(fēng)險(xiǎn)位置制定針對性的解決方案,提前規(guī)避風(fēng)險(xiǎn)減少后期對模具的改動(dòng),有效延長模具的壽命和縮短項(xiàng)目開發(fā)周期,降低成本。 (2)對關(guān)鍵部位的本體取樣性能結(jié)果分析,抗拉強(qiáng)度≥233.4 MPa,屈服強(qiáng)度≥104.6 MPa,伸長率≥8.92%,可以滿足零件設(shè)計(jì)性能要求,有效保證整車的安全性能。 《一體化前艙壓鑄項(xiàng)目開發(fā)及應(yīng)用案例介紹》 黃開城1 萬里1,2 黃志垣2 鐘宇毅2 林韻1張玉龍1 陳詩明2 余亮1 趙善慶1 夏鴻文1 1. 廣東鴻圖科技股份有限公司;2. 廣東鴻圖汽車零部件有限公司 本文轉(zhuǎn)載自《特種鑄造及有色合金》雜志 |
.jpg)
.png)
.png)
.png)
.png)
.png)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.png)
.jpg)
.jpg)
.png)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)