.jpg) 圖10:噴涂工藝的示意圖,包括單個噴涂錐角、噴涂回路和噴涂循環,并顯示噴涂工藝過程中模具的局部表面溫度 噴涂工藝的優化 結構件的特征在于較大、復雜和薄壁的幾何形狀,以及用于安裝或緊固點的部分厚壁區域。在該背景下,最小拔模角度和對鑄件表面質量的高要求給噴涂工藝帶來了特別的挑戰。具有高優先級的是防止由于傳統水性噴涂而引起的熱沖擊導致的過早模具損壞。 MAGMASOFT®5.4允許對噴涂工藝進行詳細優化。可以對模具的表面溫度進行詳細分析,或評估各個模具區域的潤濕性,以優化關于冷隔、孔隙度和模具焊接的鑄造質量。MAGMASOFT®5.4還允許評估模具部件的變形或優化局部模具的使用壽命。 對于結構件,模擬所用的模型通過噴涂工藝過程的真實顯示得到擴展,包括有噴霧錐角的定向噴嘴、噴涂回路和噴涂循環,參見圖10。 對表面附近區域溫度測量點的分析說明了噴涂工藝與內部模具溫度控制相結合的有效性,參見圖11。假設理想的模具均勻初始溫度,在由于噴涂工藝而導致的表面熱量散發之后,由于模具中儲存的能量,在區域1和4中進行表面的再加熱。特別是在內澆道附近的區域3中,在整個循環內,出現明顯的溫度滯后,這涉及由熱龜裂引起的過早模具損壞風險。區域2中添加的內部點冷卻從模具中局部提取能量,并減少模具表面的再加熱。
圖11:表面附近模具區域的溫度曲線說明了噴涂工藝與內部模具溫度控制相結合的有效性。區域2中的內部點冷卻從模具中局部提取能量,并將模具表面的再加熱水平降至最低。 模具冷卻管路的定量評估 在應用最小噴涂時,布置合適的冷卻管路尤為重要。由于通過噴涂介質的熱量提取最少,通過熔體引入的大部分能量需要通過內部冷卻管路消散。冷卻管路應同時確保鑄件中所需的微觀質量,實現最小的循環時間和最小的模具腐蝕,以及確保整體能耗最小的穩健的模具充型。 滿足多個目標的解決方案可以通過透明度來實現,透明度涉及復雜冷卻管路的局部影響以及其對實際機器可用設置(冷卻介質的溫度和流速)的依賴性。 圖12示出了集成在MAGMASOFT®5.4(插入在復雜的冷卻管路中)中的流動模擬。流量計算可以與充型模擬同時進行,也可以單獨進行。除關于流動方向、速度、壓力和溫度的結果之外,流動計算主要提供在金屬液界面處局部產生的有效傳熱。
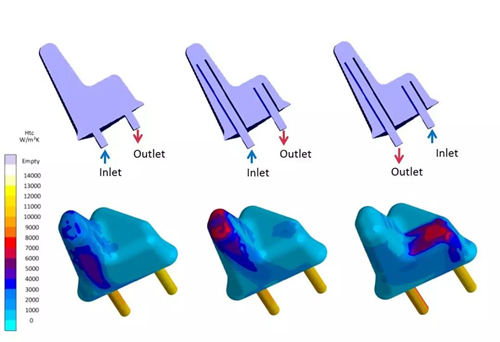
圖12:根據局部流動矢量,計算了金屬液界面處的有效傳熱。 這些擴展的工藝知識允許對各種冷卻管路進行系統、自動化的評估和優化。要分析的可能目標包括改善鑄件質量、影響工藝時間(循環時間)的工藝條件,以及模具腐蝕減少和能量平衡評估。在該背景下,可能的自由度可以是幾何形狀、模具中冷卻管路位置以及所有工藝條件的變化。圖13以傳熱系數為例,示出了冷卻管路中不同流動情況對局部冷卻能力分布的影響。流動傳導冷卻管路的使用可使鑲件頂端冷卻能力效果增加。
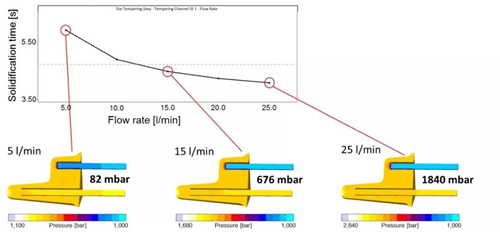
圖13:冷卻管路中的不同流動情況及其局部傳熱。考慮冷卻介質在管路里流動可使鑲件頂端冷卻能力提高成為可能。 為了評估工藝穩定性,在虛擬試驗設計中分析了不同流速(5至25 l/min,以5 l/min為速率)對關鍵鑄造區域局部凝固時間的影響。圖14中相應的主要效果圖示出了凝固時間隨著流速的增加而呈現非線性減少。對不同流速下冷卻管路中壓力分布的詳細評估解釋了這種情況的原因。隨著流速的增加,系統中的壓力損失增加,導致效率越來越低。
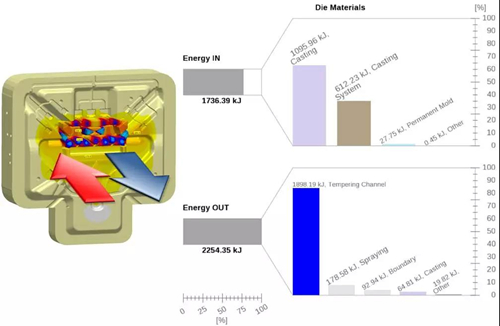
圖14:冷卻管路的主效果圖,涉及不同流速對關鍵鑄造區域局部凝固時間的影響。隨著流速的增加,系統中的壓力損失導致能量效率越來越低。 模具的熱平衡 模具的熱平衡以及整個系統的熱穩定性可以用MAGMASOFT®5.4中集成的能量平衡來評估,參見圖15。直觀的概述允許分析和評估所有材料/材料組(例如鑄件、鑄造系統、模具的一部分)在整個工藝周期、各個工藝階段或規定時間段內的能量交換。例如,可以直接比較和優化排放的能量,同時考慮通過內部冷卻和外部噴涂在工藝循環過程中的成本效率。
圖15:能量平衡- 材料/材料組(例如鑄件或模具的一部分)在工藝周期、階段或規定時間段內的能量交換 為了經濟高效地使用鑄造工藝模擬,需要使用這些選項。對于每個工藝布局階段,模擬應“盡可能簡單和詳細”。MAGMASOFT®的自主工程方法支持詳細任務的系統工作以及可靠技術解決方案的確定。對于變體或工藝條件的系統分析,建議對模擬模型進行適當的簡化或粗化,然后使用詳細模型驗證確定的解決方案或替代方案。 總結 在高壓壓鑄中,MAGMASOFT的方法虛擬試驗或自主是一種突破性的方法,該方法通過透明和定量的工藝知識,實現模具和生產工藝的優化和穩健布局。除確定可靠的技術解決方案之外,這種新方法還提供了質量和盈利能力之間的最佳折衷方案,這是壓鑄機一直追求的目標。因此,即使在計劃階段的早期,對于復雜的任務,也有可能生成關于鑄件生產參數和質量標準之間相關性的系統知識,而且幾乎沒有經濟或生產風險。 早期的安全決策支持產品開發人員和模具鑄造人員設計穩健、經濟有效和資源高效的產品和工藝。在規劃階段的早期應用此類虛擬生成的知識是CAE開發過程的基礎,在該過程中,設計者和模具鑄造者同時對部件和鑄造工藝進行優化。 |
.jpg)

.jpg)
.jpg)
.jpg)