.jpg) 半固態(tài)壓鑄具有成形溫度低、模具壽命長(zhǎng)、鑄件凝固收縮小、性能優(yōu)良等特點(diǎn)。然而,由于半固態(tài)流變壓鑄工藝設(shè)計(jì)中的問(wèn)題,產(chǎn)品容易產(chǎn)生卷氣和縮孔、縮松缺陷。采用鑄造模擬軟件對(duì)A356鋁合金壓塊半固態(tài)壓鑄充型和凝固過(guò)程進(jìn)行了數(shù)值模擬,分析了充型過(guò)程的流場(chǎng)和速度場(chǎng),設(shè)計(jì)了3組半固態(tài)壓鑄工藝參數(shù),并通過(guò)試驗(yàn)確定了壓塊半固態(tài)壓鑄的最佳工藝參數(shù),生產(chǎn)出合格的壓塊鑄件。 圖文結(jié)果 壓塊是一個(gè)結(jié)構(gòu)相對(duì)簡(jiǎn)單,壁厚不均勻的零件,壓塊三維圖見(jiàn)圖1。零件為曲面對(duì)稱(chēng)結(jié)構(gòu);側(cè)面有一個(gè)直徑為9mm的盲孔,須采用側(cè)抽芯來(lái)成形;兩側(cè)壁與曲壁連接處,壁厚相差較大,容易產(chǎn)生應(yīng)力集中,冷卻過(guò)程中易產(chǎn)生縮孔、縮松和熱裂等缺陷。在設(shè)計(jì)內(nèi)澆口截面積時(shí)要比液態(tài)壓鑄的截面積大,其厚度一般為壓鑄件壁厚的50%左右。壓塊壓鑄件在設(shè)計(jì)時(shí)采用側(cè)澆口。根據(jù)計(jì)算得出內(nèi)澆口橫截面積大小為52.5m㎡,厚度為1.5mm,寬度是鑄件邊長(zhǎng)的0.7倍,為35mm。
圖1 壓塊三維造型圖
圖2 帶澆注系統(tǒng)的壓塊三維圖
圖3 壓塊充型過(guò)程模擬
圖4 壓塊各部位充型時(shí)間
圖5 壓塊充型速度模擬
圖6 壓塊裹氣分布
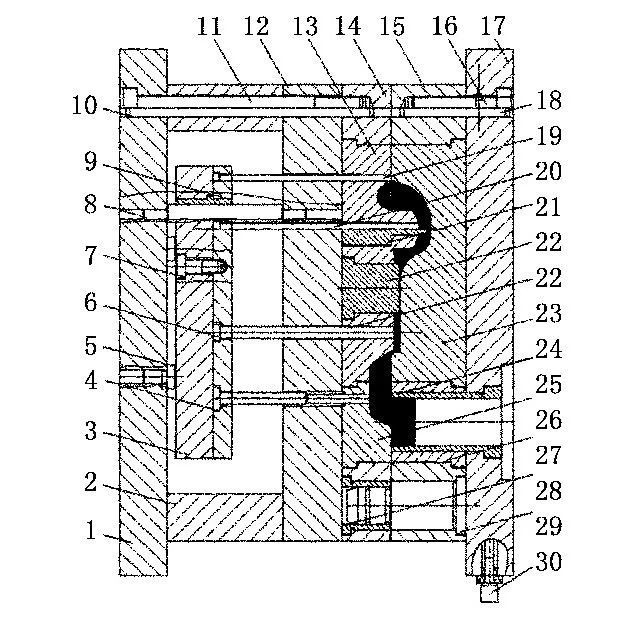
圖7 壓塊縮松分布 根據(jù)壓塊壓鑄件的結(jié)構(gòu)及模擬分析結(jié)果,設(shè)計(jì)出壓塊壓鑄件的半固態(tài)壓鑄模具,見(jiàn)圖8。半固態(tài)壓鑄模具在結(jié)構(gòu)上與一般的壓鑄模具相同,在生產(chǎn)前要對(duì)模具充分預(yù)熱,由于半固態(tài)的溫度較低,凝固時(shí)間短,因此模具在預(yù)熱時(shí)要比液態(tài)壓鑄高,一般在280~300℃,需在動(dòng)、定模套板上設(shè)計(jì)加熱元件和測(cè)溫孔,安裝熱電偶測(cè)溫,以便控制模具溫度,同時(shí)要求模具各個(gè)部位溫度均勻穩(wěn)定。
圖8 壓塊半固態(tài)壓鑄模具
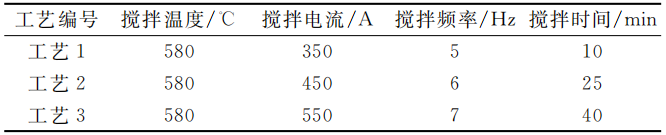
表1 不同的電磁攪拌工藝參數(shù)
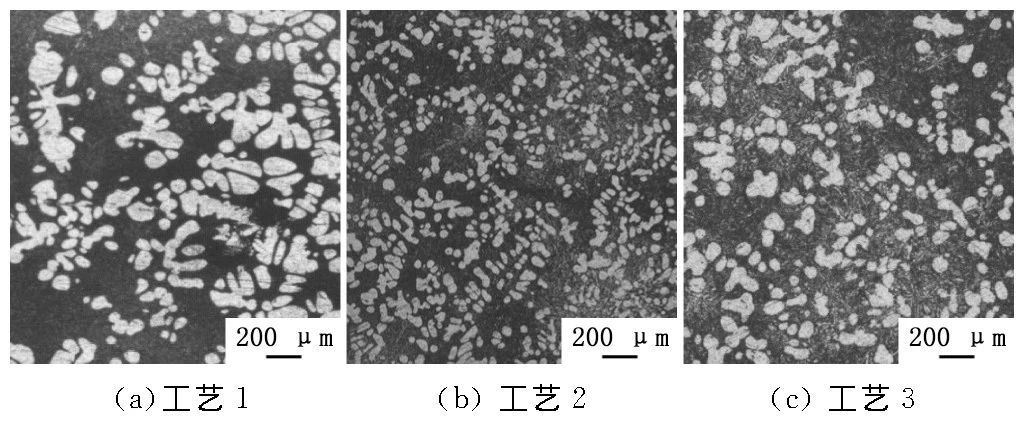
圖9 不同攪拌參數(shù)下的微觀組織
圖10 壓塊壓鑄件 (1)根據(jù)壓塊鑄件結(jié)構(gòu),設(shè)計(jì)了壓塊半固態(tài)壓鑄的澆注系統(tǒng),通過(guò)數(shù)值模擬,澆注系統(tǒng)充型平穩(wěn),缺陷減少。 (2)半固態(tài)壓鑄模內(nèi)澆口截面積比液態(tài)壓鑄金屬內(nèi)澆口截面積大,壓塊內(nèi)澆口厚度為鑄件壁厚的50%。 (3)半固態(tài)漿料制備工藝參數(shù):攪拌溫度為580℃、攪拌電流為450A、攪拌頻率為6Hz、攪拌時(shí)間為25min時(shí),壓鑄出的壓塊質(zhì)量較好。 本文作者:
肖世龍 本文來(lái)自:《特種鑄造及有色合金》雜志,《壓鑄周刊》戰(zhàn)略合作伙伴 |
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)
.jpg)

.jpg)
.jpg)
.jpg)