 原標題:基于邁格碼模擬軟件分析下的鋁合金橫梁開發 摘要:本文以壓鑄鋁合金橫梁的開發過程為例,通過使用MAGMASOFT?軟件將開發過程可視化,透明化。通過對鑄件進行參數計算和結構分析,實現結構最佳可鑄造性。然后在軟件里可同時導入多種進澆方案,選擇出最優化的澆排系統。根據DoE大數據對比分析獲得最佳的壓鑄工藝參數。這種方式可以提前預測產品將會出現的問題,并在方案前期進行改善措施,以此減少試模次數。以軟件推薦的最優方案為指引進行試制,結果表明,原本需要多次試制和改善的方案,實現了T0試模后直接量產的狀態,最大限度的節約了成本,壓縮了開發周期。 汽車輕量化的要求,導致了零部件向著功能集成化,重量輕量化,結構復雜化的方向發展。目前零部件的開發周期要求越來越短。傳統的根據經驗進行的新產品制造開發更像是一種試錯法,通過多次試制驗證來進行方案的優化,進而改善產品質量。這種方式消耗了大量的人力,物力,精力和時間,造成了嚴重的浪費,已經不滿足新項目的開發需求。 本文以壓鑄鋁合金橫梁的開發過程為例,通過使用MAGMASOFT?將開發過程可視化,透明化,通過對不同的工藝參數和不同的工藝方案對比分析,進而得到最佳的工藝方案組合。這種方式可以提前預測產品將會出現的問題,并在方案前期進行改善措施,以此減少試模次數。以軟件推薦的最優方案為指引進行試制,結果表明,原本需要多次試制和改善的方案,實現了T0試模后直接量產的狀態,最大限度的節約了成本,壓縮了開發周期。本文還原產品的壓鑄方案開發過程,系統的展示開發思路,以期給行業內相關工程技術人員以參考。 1.鑄件的基本介紹 圖1為鋁合金橫梁的結構圖。鑄件基本尺寸為416mm×182mm×22mm,質量為4.45kg,材料牌號為ADC12。此產品整體壁厚較為均勻,平均壁厚為4.3mm。產品需要裝配和焊接,所以對孔隙率和輪廓度要求非常高。根據產品的特性和質量要求,需要設計一個最佳的澆注系統,保證金屬液順序充型,最大限度的降低流動孔隙率和氣體孔隙率。同時該產品中間存在非常大的窗口區域,對金屬液充型造成了極大的阻礙,所以也要非常關注產品末端的成型狀態。
圖1:橫梁產品結構圖 2.前期計算與分析 在產品前期開發階段,將毛坯3D導入MAGMASOFT?,軟件可自動計算出包含產品體積,重量,截面積,投影面積等在內的基礎數據,然后進一步計算出生產該產品所需要的壓鑄機臺噸位并與軟件機臺數據庫對應的機臺相匹配,如圖2所示。
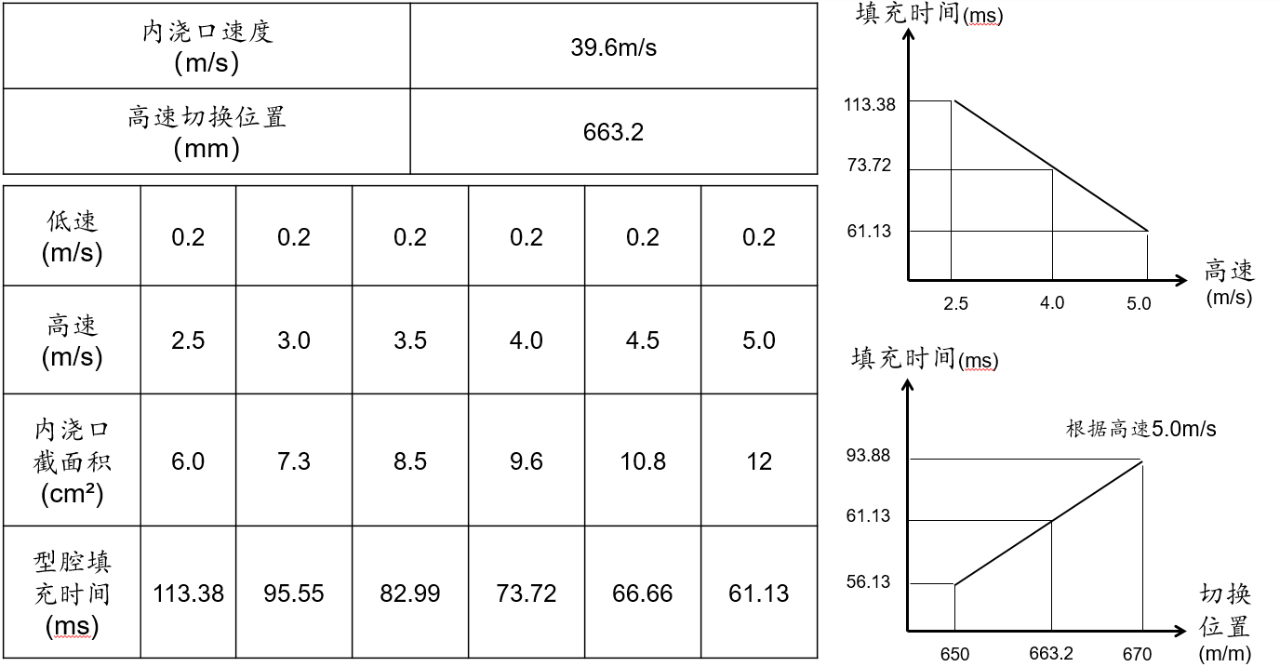
圖2:基礎數據計算表 在壓鑄機臺確定后,用戶根據產品的結構特點輸入產品平均壁厚,MAGMASOFT?會計算出包含料管充填率,低速,高速切換位置,高速,內澆口截面積,充型時間,內澆口速度等在內的全部工藝參數。軟件也將會根據此數據推薦出最佳的成型時間,成型時間與低速,高速切換位置,高速,內澆口截面積等數據相關聯。使用者可以根據工廠機臺的實際性能,輸入不同的參數,然后軟件將會生成內澆口截面積和內澆口速度等參數數據庫,此數據庫可稍后用來進行工藝參數的優化計算,見圖3所示。
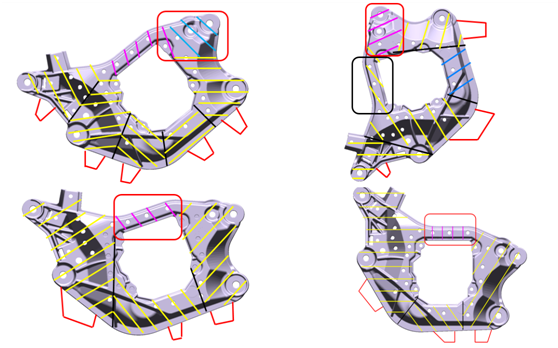
圖3:工藝參數計算表 3.澆排系統分析 3.1 澆注系統選擇 根據軟件計算出來的內澆口截面積,再結合產品結構,將所有的進澆可能性方案全部導入軟件。圖4為不同位置進澆分析,其中黃色線為各自的填充區域,由黑線間隔,粉色線和藍色線為融合金屬液填充區域。其中對4個方案進行分析和判斷如下:方案1共五個澆口,澆口分布均勻,進澆平衡,可實現整體進澆。壓力也相對傳遞均勻,保證致密度。需注意最末端填充區域,有冷料堆積充填與排氣不良風險。方案2共三個澆口,產品大體積區域對應大澆口,保證充填質量與壓力傳遞。但厚大澆口容易造成局部溫度過高,引起變形及對模具形成不良影響。同時此擺放位會拉長充填行程。方案3共三個澆口,產品大體積區域對應大澆口,保證充填質量與壓力傳遞。但厚大澆口容易造成局部溫度過高,引起變形及對模具形成不良影響 。方案4共三個澆口,產品大體積區域對應大澆口,保證充填質量與壓力傳遞。但厚大澆口容易造成局部溫度過高,引起變形及對模具形成不良影響。
a.方案1 b.方案2
c.方案3 d.方案4 圖4 進澆分析 根據設置的工藝條件,軟件完成四種方案的計算后進行多維度的大數據統計,根據鋁液流動順暢的評價,推薦最佳進澆方案為方案1,詳見圖5。
圖5 進澆方案評估結果 3.2 排溢系統確定 在確定進澆方案采用推薦的方案1后,進行了產品的流動分析。根據流態的走向,流態相交匯和流動末端的位置,見圖6a所示。在鋁液交匯和流動末端增加排溢系統,將冷料進行有效的排放,以此確保鑄件成型質量,詳見圖6b所示。
a.方案1流動分析
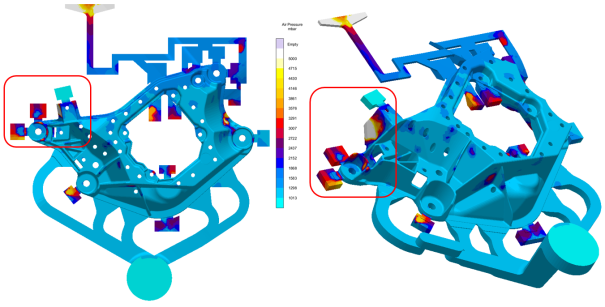
b.初始澆排系統 圖6:充型流態與排溢系統 3.3 排溢系統優化 在確定初始排溢系統后,再次進行流動模擬,發現現有的排溢系統不夠完善,產品末端存在高氣壓,見圖7a所示。高氣壓區域有非常大的氣孔風險,將會嚴重的影響產品成型,焊接和裝配。于是根據模擬結果優化排溢方案,在高氣壓區增加排氣道來降低氣體聚集的風險,見圖7b所示。實際生產中需要輔以真空工藝,按照此工藝設計基礎,再次模擬,觀察和對比優化前后的產品氣壓分布,發現增加排氣道及增加真空工藝后,原高氣壓區域的氣壓值由5000mbar降為1000mbar,結果顯示高氣壓問題得到有效的改善,詳見圖7。
a.初始澆排方案模擬結果
b.排溢系統優化示意圖
c.氣壓對比分析圖 圖7:排溢系統優化和優化模擬結果對比 4.DoE工藝參數優化 在確定好澆排系統之后,還需要對壓鑄工藝參數進行設計和計算。MAGMASOFT?的自主優化工具,使得工程師能通過了解工藝變量對鑄件質量的影響,更為省時省力地探索更大的設計空間,進而找到最優的壓鑄模具和工藝布置方案。與傳統模擬不同,自主模擬只需要工程師設定一次模擬,但是,很多模擬運行將覆蓋全部工藝窗口。該軟件自主地挑出可能的設計,進行分析并采用統計數據方式匯總所有結果。 基于澆排系統設計完成的基礎之上,借助DoE自主優化工具進行壓鑄工藝參數的優化。高速速度是影響鋁液填充和產品質量的關鍵參數。以高速速度的DoE優化過程為研究對象,進行分析。設定高速速度在3.5-4.0m/s之間,迭代步長設定為0.1,以降低澆口速度及減小冷隔缺陷為目標對象。通過軟件進行大數據分析與統計后,推薦出最佳成型工藝參數,選擇高速速度3.5m/s既可以滿足澆口速度低,降低模具充蝕,又可以保證產品的質量。詳見圖8所示。
a.DoE參數設計
b.DoE模擬結果 圖8:DoE與數據統計 5.產品試制結果 通過MAGMASOFT?的澆注方案及參數設計的標準流程,完成了產品的澆排系統設計及壓鑄工藝參數的優化,以此數據為指導,用于實際的驗證。首次試制選用1600T壓鑄機,并輔助以真空系統,按照DoE優化設計的壓鑄參數進行試制。圖9為首試的鑄件圖。通過對內部品質的x光探測發現鑄件內部的品質比較理想,內部品質缺陷如氣孔、縮松以及縮孔均符合ASTM F_5051級的標準。產品經過焊接驗證,焊接區域未發生有焊接缺陷,證明產品的內部含氣量很低。產品首次試制成功。
圖9:首試的鑄件圖 6.小結 本文以壓鑄鋁合金橫梁的開發過程為例,通過使用MAGMASOFT?將開發過程可視化,透明化。通過這種方式可以提前預測產品將會出現的問題,并在方案前期進行改善措施,以此減少試模次數。通過對橫梁的澆排系統及壓鑄工藝參數的DoE優化,以軟件推薦的最優方案為指引進行試制,產品首次試制就達到了量產的狀態,最大限度的節約了成本,壓縮了開發周期。
劉琪明 |











.jpg)
.jpg)
.jpg)
.jpg)