.png) 針對某新款汽車發(fā)動機鋁合金下缸體的結(jié)構(gòu)特點,在其壓鑄模具開發(fā)中采用鷹嘴式進料,分4區(qū)排氣的澆注系統(tǒng),解決了零件成形困難、卷氣嚴重、內(nèi)部氣孔等問題。設(shè)計了5個鑄鐵鑲嵌件的安裝方式和230 ℃的預(yù)熱溫度,解決鑲嵌件安裝定位和分離問題。入料對正的長型芯,采用YXR33/W360高韌性材料,Dura-AR表面電漿處理并增加高壓超點冷,解決了型芯容易沖斷和燒傷問題。在高壓油道孔部位設(shè)計擠壓銷,擠壓油缸設(shè)計冷卻板,解決了縮孔問題并保證連續(xù)生產(chǎn)。 一、下缸體的特點 下缸體是將原鑄鐵缸體下部的曲軸部份與上部的缸套部份分開,上部仍采用鑄鐵,下部采用鋁合金,既可以保持了鑄鐵缸體的優(yōu)點,又減輕了鑄鐵缸體的質(zhì)量,分離的缸體曲軸部分便稱為下缸體。本文介紹的某新款下缸體見圖1,鑄件輪廓尺寸為390 mm×350 mm×170 mm,平均壁厚為7 mm,鑄件質(zhì)量為6.05 kg,材質(zhì)為A380合金。下缸體與曲軸連接部位放置了5個鑄鐵鑲嵌件,此5個鑄鐵鑲嵌件經(jīng)后續(xù)加工作為軸承座。5個鑄鐵鑲嵌件應(yīng)在每次生產(chǎn)合模前安裝在模具里,壓鑄后與鋁合金一起成為下缸體的一部分,且不允許有分離現(xiàn)象。含鑄鐵鑲嵌件的鑄件總質(zhì)量為7.41 kg。 該鑄件壁厚差異大,最大壁厚處為22 mm,最小壁厚僅為2 mm,模具溫度極不平衡;中間放置5個鑄鐵,見圖1a,在材質(zhì)不同及溫度差異的情況下,容易分離;下缸體5個放鑄件部位兩側(cè)壁部位最薄處鋁料厚度只有2mm,影響鋁液的流動充型和補縮能力,且兩側(cè)為加工面。為避免加工后產(chǎn)生氣孔外漏,兩側(cè)的加工余量盡可能少,加工余量設(shè)計最少為0.35 mm;鑄件的濾清器安裝面見圖1b,并且有兩條高壓油道孔,因此內(nèi)部質(zhì)量要求嚴格。檢驗標準:0.29MPa壓力下,泄漏量小于2 mL/min。其中,高壓油道孔Ⅰ為斜孔,由于模具結(jié)構(gòu)限制,不預(yù)鑄孔,由后期機加工出,高壓油道孔Ⅱ預(yù)鑄。 此款下缸體由于集成高壓油道,濾清器安裝等更多功能,壓鑄難度大,因此需針對壓鑄生產(chǎn)要點設(shè)計相應(yīng)的解決方案。
圖1:鋁合金下缸體 二、澆注系統(tǒng)設(shè)計 進料系統(tǒng)設(shè)計 下缸體的濾清器面和高壓油道孔一側(cè)內(nèi)部質(zhì)量要求嚴格,應(yīng)優(yōu)先保證。設(shè)計采用鷹嘴式單邊進料,鷹嘴式進料結(jié)構(gòu)見圖2a,是一種內(nèi)澆口鷹嘴狀射向產(chǎn)品壁的進料方式,由于入料角度與產(chǎn)品形狀大體一致,見圖2b,進料更為順暢,鋁液更容易沖向產(chǎn)品底部,有利于氣體的排出和壓力傳遞及補縮,保證了產(chǎn)品動模側(cè)濾清器面和高壓油道孔的成形和內(nèi)部質(zhì)量。為防止打水口時崩入產(chǎn)品,在水口位置設(shè)計了高2 mm,外形比入料口寬2 mm的防打崩凸臺,見圖3箭頭。根據(jù)以上的設(shè)計進行了入料的數(shù)值模擬分析,分析結(jié)果見圖4。
圖2:鷹嘴式進料結(jié)構(gòu)
圖3:進料口防打崩凸臺
圖4:定模側(cè)與動模側(cè)充型過程模擬 由圖4模擬結(jié)果可以看出,進料口先填充產(chǎn)品動模側(cè),再向水尾填充,且整體填充比較順暢,沒有發(fā)現(xiàn)明顯紊流,符合設(shè)計的目的。 溢流排氣系統(tǒng)設(shè)計 根據(jù)圖4的進料模擬結(jié)果,在鋁料的最后填充位置或鋁料交匯位置設(shè)計溢流槽。圖5為下缸體結(jié)構(gòu)特點,可以看出,A和C區(qū)域為厚大部位,集中了產(chǎn)品的絕大部分鋁料,B區(qū)域為薄壁位置,安裝了鑄鐵鑲嵌件后的鋁料壁厚最薄處只有2 mm,形成5條狹長過料通道。 A區(qū)域的排氣和C區(qū)域的填充十分困難,也容易產(chǎn)生卷氣。溢流排氣系統(tǒng)設(shè)計見圖6,4個區(qū)域的末端各連接一個齒形激冷排氣塊。齒形激冷排氣塊集渣效果良好,配合真空機的使用可以解決厚度差異大而帶來的流動性不足問題。在各個區(qū)域的氣體能順暢排出的情況下,一方面有利于降低產(chǎn)品內(nèi)部氣孔,另一方面減少模具的負壓,有利于鋁料填充。澆注系統(tǒng)的模擬結(jié)果見圖7,可以看出,產(chǎn)品的各個部位填充和排氣較順暢,符合設(shè)計目的。
圖5:下缸體的鋁料分布示意圖
圖6:4區(qū)域排氣
圖7:澆注系統(tǒng)的模擬過程 三、鑄鐵鑲嵌件安裝設(shè)計 5個鑄鐵鑲嵌件在模具上需要準確安裝重復(fù)定位放置。為避免跌落,鑲嵌件放置在靜止的定模側(cè),見圖8a,利用鑲嵌件上的通孔做定位。在自動化生產(chǎn)模式下,利用機器人一次性把5個鑲嵌件放置于模腔里。由于放置的位置精度不高,定模側(cè)定位型芯與鑲嵌件的通孔間隙需適當加大。通孔間隙既要保證鑲嵌件能夠順利放置,又要避免由于間隙過大松動跌落。綜合考慮后設(shè)計的配合間隙單邊為0.17 mm,定位型芯前端設(shè)計圓弧和圓錐導(dǎo)向。動模側(cè)的定位型芯的定位段長度設(shè)計為2 mm,與鑄鐵鑲嵌件的通孔的配合間隙設(shè)計為單邊0.025 mm,前端設(shè)計斜度導(dǎo)向。通過合模時動模側(cè)的定位型芯插進鑄鐵鑲嵌件的通孔,實現(xiàn)了鑄鐵鑲嵌件的精確定位。鑄鐵鑲嵌件的兩端分別與動模和定模配合,防止鋁料進入通孔。安裝結(jié)構(gòu)示意圖見圖8b。
圖8:鑄鐵鑲嵌件安裝示意圖 5個鑄鐵鑲嵌件與鋁合金不能分離[1]。模具鑲塊噴涂后的溫度在150℃~200℃之間,鑄鐵鑲嵌件通過使用電熱箱提前加熱至230 ℃。經(jīng)機械手自動化安裝,模具合模等過程,壓射時鑄鐵鑲嵌件的溫度與模具溫度基本一致,解決了鑄鐵鑲嵌件與鋁合金由于溫差產(chǎn)生分離的問題,同時提高了壓鑄過程鋁液的流動性。 四、高壓油道孔Ⅰ位置的擠壓銷設(shè)計 高壓油道孔Ⅰ為斜孔,壓鑄不預(yù)鑄孔,孔由后期加工出。此處鑄件壁厚達22 mm以上,容易產(chǎn)生縮孔。為最大限度消除缺陷,在高壓油道孔Ⅰ的定模側(cè)設(shè)計擠壓結(jié)構(gòu)。設(shè)計的擠壓銷直徑為Φ12 mm,擠壓行程為20 mm, 擠壓方式為擠面。此種擠壓形式是在鑄件成型表面進行加壓作用,鑄件被加壓的部位比實際高度高出一定距離,以免把鑄件表面層冷料擠入鑄件內(nèi)部。擠壓后鑄件會產(chǎn)生一個圓環(huán),見圖9,通過后期加工去除。設(shè)計的擠壓油缸為缸徑Φ80mm的四方油缸。由于油缸安裝于定模套板內(nèi),安裝空間封閉,不利于散熱冷卻。油缸密封圈容易受過高溫影響失效,影響生產(chǎn)的連續(xù)性。在油缸前端安裝面設(shè)計運水冷卻板以降低溫度。擠壓結(jié)構(gòu)見圖10。
圖9:擠壓產(chǎn)生的圓環(huán)
圖10:擠壓結(jié)構(gòu)示意圖 五、高壓油道孔Ⅱ型芯設(shè)計 由于橫向正對入料口,高壓油道孔Ⅱ型芯受鋁液高速沖擊,容易變形折斷,受鋁液高溫影響,鑄件容易出現(xiàn)扣傷、燒傷等缺陷。型芯設(shè)計采用YXR33/W360高韌性材料,表面進行Dura-AR電漿處理,熱處理后硬度(HRC)為52~54,表面處理后硬度(HV)為3600,提高了型芯的耐沖擊能力。型芯內(nèi)部設(shè)計Φ6mm超點冷孔(見圖11),設(shè)置了內(nèi)徑只有Φ3mm的不銹鋼點冷管的超點冷(見圖12)。增加高壓冷卻設(shè)備,型芯的內(nèi)部高壓冷卻水壓力達到1.5 MPa。為增強冷卻效果,避免受其他超點冷影響,設(shè)計了一個獨立水座,單獨連接高壓油道孔Ⅱ型芯的超點冷。
圖11:高壓油道孔Ⅱ型芯
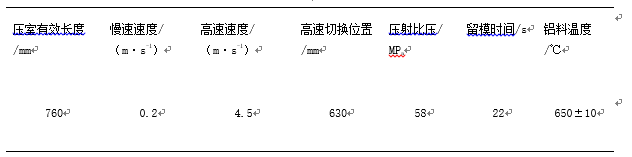
圖12:高壓超點冷 六、試制驗證 該鑄件全投影面積為193 515mm2,使用宇部16 500 kN壓鑄機生產(chǎn),壓射沖頭直徑為Φ130 mm。根據(jù)設(shè)計的模具參數(shù)以及零件的特點,制定了壓鑄試制的工藝參數(shù),見表1。
表1:壓鑄試制工藝參數(shù)表 壓鑄試制發(fā)現(xiàn)水尾部位有冷隔和發(fā)黑缺陷,經(jīng)測量此處模溫只有120℃左右,在該部位上滑塊減少2/3水冷流量再生產(chǎn),缺陷消除。經(jīng)機加工后的加工面和產(chǎn)品內(nèi)部質(zhì)量均達到技術(shù)要求。 七、結(jié)語 根據(jù)下缸體的結(jié)構(gòu)特點,設(shè)計了鷹嘴式進料和區(qū)域排氣抽真空的澆注系統(tǒng),有效解決了下缸體鑄件成形困難、內(nèi)部卷氣、縮孔、縮松的問題;設(shè)計了鑄鐵鑲嵌件的合理安裝定位,保證了模具連續(xù)正常生產(chǎn);設(shè)計鑄鐵鑲嵌件的預(yù)熱溫度為230℃,解決了鑄鐵鑲嵌件與鋁合金的分離問題;設(shè)計擠壓銷,解決了不加工的油道孔部位產(chǎn)生的縮孔問題;設(shè)計的型芯采用YXR33/W360高韌性材料,表面進行Dura-AR電漿處理以及增加高壓超點冷,提高了型芯的使用壽命。
作者: |
.png)
.png)
.png)
.png)
.png)
.png)
.png)
.png)
.png)
.png)
.png)
.jpg)
.jpg)
.jpg)